トラブルチェックシートTOPへ
電動サーボ機トラブルチェックシート
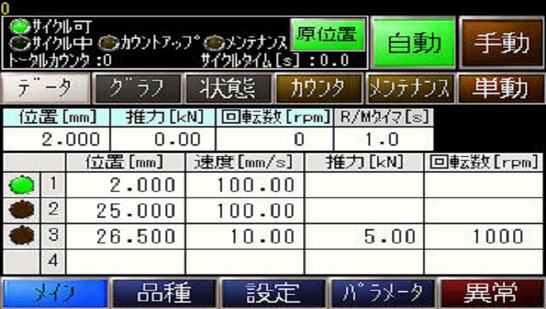
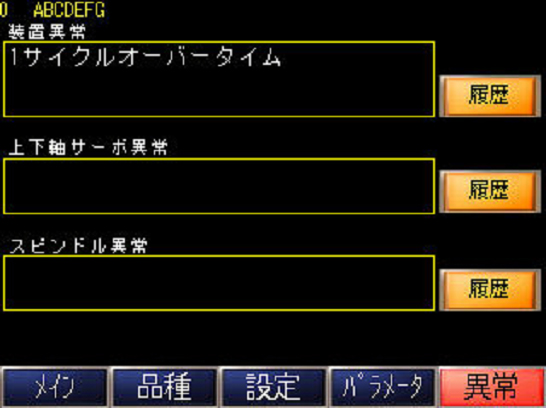
異常表示画面は、画面下部の【異常】釦を押すと表示されます。
異常が発生すると異常画面にアラーム内容が表示されます。
異常内容
対策
1. サーボ異常
| 原因 |
対策 |
| サーボになんらかの異常が発生 |
画面下のアラームコードまたは制御盤内のサーボアンプで異常内容を確認し、弊社へ連絡 |
| |
|
2. サーボ原点復帰未完了
| 原因 |
対策 |
| 原点復帰が未完了時に発生 |
原点復帰を行う
また、原点復帰が未完了のままでは自動運転及び手動運転での位置決めは動作できません |
| |
|
3. サーボ原点復帰異常
| 原因 |
対策 |
| 原点復帰時にシリンダーが上昇エンドまでいっていない時に発生 |
|
| |
|
|
4. スピンドル異常
| 原因 |
対策 |
| スピンドルのインバータ又はサーボになんらかの異常が発生 |
画面下のアラームコードを確認して弊社へ連絡 |
| |
|
|
5. 1サイクルオーバータイム
| 原因 |
対策 |
| 1サイクル運転が60秒以内に終了しない場合に発生 |
|
| |
|
|
6. 原点復帰オーバータイム
| 原因 |
対策 |
| 「原位置」釦を押し装置の原点復帰が30秒以内に終了しない場合に発生 |
|
| |
|
7. HOLD TO RUN異常
| 原因 |
対策 |
| Hold To Run設定時に自動1サイクル運転中でカシメ開始、または下降端に到達する前に起動釦をOFFすると発生
|
|
| |
|
8. 動作中外部インターロック信号OFF
| 原因 |
対策 |
| 動作中に外部のインターロック信号がOFFすると発生 |
|
| |
|
9. トルク不足
| 原因 |
対策 |
| 位置決め制御中の自動運転で下降端位置までいかない場合に発生 |
ワークやカシメ条件または推力設定値を見直し |
| |
|
10-13. ワーク推力上限・下限NG
| 原因 |
対策 |
10. ワーク推力下限NG
位置決め制御中の自動運転でプログラム毎に設定されたNGが下限値に到達しなかった場合に発生
|
ワークやカシメ条件または推力設定値を見直し |
11. ワーク推力上限NG
位置決め制御中の自動運転でプログラム毎に設定されたNGが上限値を超えた場合に発生
|
ワークやカシメ条件または推力設定値を見直し |
12. ワーク位置下限NG
推力制御中の自動運転でプログラム毎に設定されたNGが下限値に到達しなかった場合に発生
|
ワークやカシメ条件または推力設定値を見直し |
13. ワーク位置上限NG
推力制御中の自動運転でプログラム毎に設定されたNGが上限値を超えた場合に発生
|
ワークやカシメ条件または推力設定値を見直し |
| |
|
14. 推力制御下降端オーバー
| 原因 |
対策 |
| 推力制御中の自動運転で設定された下降端まで到達した場合に発生 |
|
| |
|
15. PRG安全制御異常
| 原因 |
対策 |
| PRG安全制御中の移動ポイントにおいてワークまたは治具と接触したときに発生
|
干渉しているものはないか、推力の設定値は低すぎないか確認 |
| |
|
16. 回生抵抗高温
| 原因 |
対策 |
回生抵抗が高温(約260℃以上)になると運転準備がOFFし、下記の画面が表示 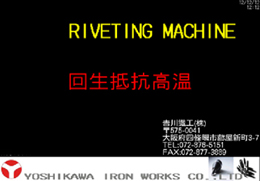
|
表示が出たら弊社へ連絡
回生抵抗の温度が下がり表示が消えると運転準備をONすることができます。運転準備がOFFしても熱交換器は動作していますので、高温の場合でも電源は切らないでください。
|
| |
|
お問い合わせ・部品交換などのご連絡
お問い合わせやツール・インサート等のご注文は、最寄りの営業所もしくは、こちらよりご連絡ください。その際は、マシンの機械銘板をご確認ください。
 電動サーボトラブルチェックシート(A4サイズ2枚)
電動サーボトラブルチェックシート(A4サイズ2枚)